客户成功案例
SmartWeld™ 填补了生产焊接中的空白
当生产自动化专家teamtechnik受委托开发一套生产焊接系统时,他们选择高意 激光技术高意 。最终,他们找到了一位能够协助其为客户提供持续支持的合作伙伴。
生产自动化专家teamtechnik提供从手动到全自动交钥匙系统的完整解决方案,涵盖制造、装配及测试领域。其专业技术横跨多个领域,包括零件处理、各类测试方法及连接工艺,主要服务于电动汽车行业。2019年,该公司受某手持电动工具电池组制造商委托,开发了一套生产焊接系统。
具体而言,teamtechnik 受托解决方案 11 种不同的接头提供解决方案 。这些接头涉及多种材料的连接。由于该公司激光焊接缺乏深厚的内部专业知识,且需要在短时间内开发出大量工艺,因此他们联系了高意 寻求协助。
更智能的焊接方式
高意 收到了材料样品。一系列测试很快证明,使用高意 SmartWeld™加工头配合1单模光纤 (HighLight FL1000CSM),可以成功完成所有这些加工过程。
SmartWeld™ 是一款专业焊接工具,集成了先进的光束整形技术,包括多种振荡模式。它还能在焊接过程中精确控制激光能量输出。这些功能相结合,可对焊缝的宽度、深度和穿透轮廓进行精细调控。 该技术特别适用于热敏材料以及异种材料组合(如铜与铝或钢)的连接。此外,它还能焊接高反射率或易挥发材料,同时显著减少飞溅、气孔和裂纹的产生。
难处理材料
SmartWeld™ 甚至能够处理“难焊”材料——即那些传统上不适合激光焊接的材料。电池组制造中使用的一些材料就属于这一类。
例如,某项焊接任务需要将一块厚度为0.5毫米的镀锌铜片与一块厚度为1.0毫米的镀镍铜片连接起来。锌的低熔点激光焊接 过去曾给激光焊接 带来过难题。特别是当温度升至足以熔化铜的程度时,锌会产生无序的气泡。这会导致成品焊缝中出现空洞和气孔,并产生大量飞溅。
该部件两端均需焊接。一端为平直面,另一端则呈90°弯曲。由于两端条件差异显著,必须分别制定两套参数方案以优化每处焊缝。此外,部件内嵌有塑料件,焊接过程中严禁对其加热。
在此过程中,利用SmartWeld™ 调整焊缝精确形状的功能非常有用。这使得我们能够形成一个足够大的接头,既能提供所需的电气连接和机械强度,又不会过于靠近塑料部件。虽然部件两侧使用的焊接路径相似,但其施加的方向却有所不同。 teamtechnik 波兰高意 两地的开发团队高意 发现,对于其中一道焊缝,在零件之间留有微小间隙时,可获得最佳的焊接效果。
对于这两种焊缝,动态功率调节是解决方案的关键部分。该技术能够在焊接过程中稳定熔池,消除气孔,同时显著减少飞溅。
处理过程变异性
另一处焊接作业是将两块厚度为0.3毫米的SIGMACLAD®材料连接在一起。SIGMACLAD是一种专为锂离子电池组内部的电气连接而设计的复合材料。 它是一种由镍|不锈钢|铜|不锈钢|镍组成的五层夹层结构。这种组合所呈现的性能优于任何单一金属。具体而言,铜层提供了出色的导电性和导热率 用于散热),而不锈钢层则使材料更易于焊接,并提高了焊缝接头的强度。外层的镍层有助于焊接,并赋予材料良好的耐腐蚀性。
由于SIGMACLAD专为兼容激光焊接而设计,teamtechnik高意 两家公司的高意 团队原本都认为这种连接方式不会带来太大挑战。但在实际操作中,他们发现材料厚度波动、单层厚度波动以及整体零件尺寸公差较小,导致了工艺偏差和装配不一致。 测试结果表明,为了使焊接成功率达到100%,必须采用夹具将两个零件之间的间隙控制在0.05毫米以内。
在此情况下,焊缝的整体尺寸为 1 毫米 × 2.5 毫米。聚焦后的激光束 远激光束 此激光束 因此SmartWeld™ 会在该区域内来回扫描数次,并在每次扫描之间沿垂直方向略微移动,以覆盖整个区域。此外,测试表明,在移动过程中必须对激光进行调制,否则扫描两端会出现过多的飞溅。
即使在设备安装并已在终端用户工厂投入运行后,部分工艺流程仍有所调整。高意 团队支持 持续提供支持 。
例如,在某处焊缝中,0.3毫米厚的SIGMACLAD与1.0毫米厚的镀镍铜板进行连接。该问题直至设备安装完毕并由终端用户成功运行两年后才显现。 随后材料供应商更改了配方,同时铜材洁净度也出现问题。这导致采用原先无障碍使用的工艺配方时,产生了大量飞溅物。
在此案例SmartWeld™的灵活性展现出了非凡的价值。尤其是其能够通过软件控制轻松调整焊接参数,而无需对夹具硬件进行任何改动。高意 进行的新一轮测试高意 在该工艺中采用激光功率调制技术即可解决问题。
携手共创成功
与高意 团队的合作,使teamtechnik能够专注于他们最擅长的领域——即自动化。 “我们需要一个合作伙伴,能在客户设定的时间和成本限制内完成所有这些激光焊接 开发,”teamtechnik波兰公司的焊接技术专家Maciej Zaborowski指出。“特别是,我们希望找到一家具备专业知识和测试设施的合作伙伴,能够对材料进行测试并确定它们是否都适合激光焊接,进而开发出适用于量产的具体工艺配方。”
高意 在所有这些方面高意 。此外,我们与他们的合作并未止步于最初的工艺开发阶段。当原材料的变化导致原本运行良好的工艺出现生产偏差时,他们仍持续为我们提供支持。我们找不到其他任何一家激光设备供应商愿意承担如此程度的工艺责任。”
SmartWeld™ 为我们带来了卓越的效果,并且能够轻松适应工艺变更。但我们选择高意 (高意 )的真正原因高意 他们的支持。没有其他供应商愿意投入必要的工作来确保我们能够满足最终用户的要求。”
——马切伊·扎博罗夫斯基,焊接技术专家,teamtechnik波兰公司

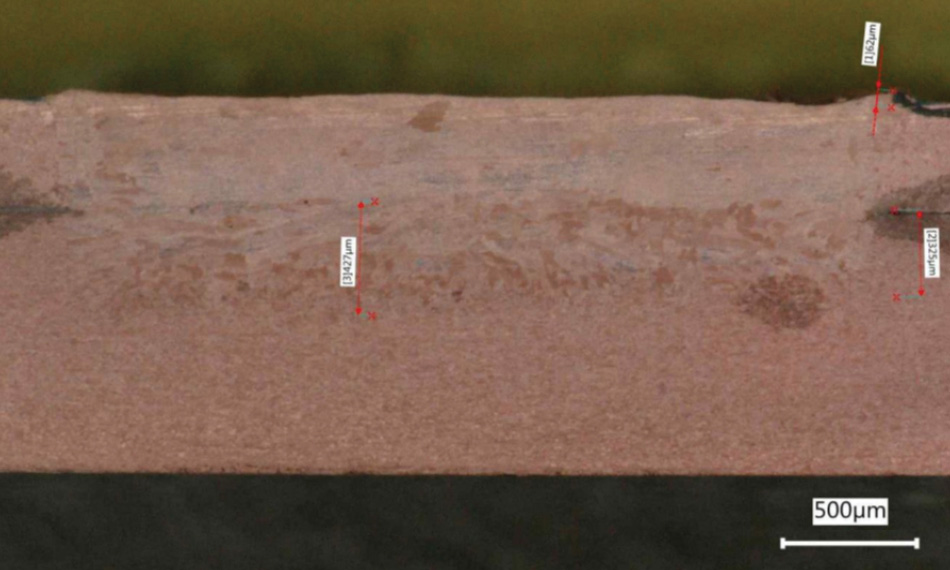

图1.0.5毫米镀锌铜与1.0毫米镀镍铜焊接接头的横截面与顶视图。
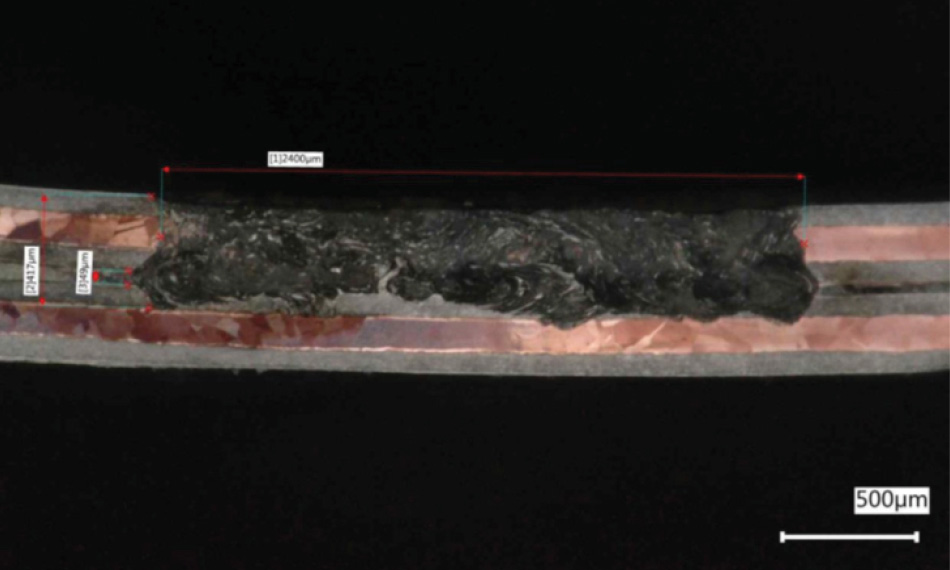

图2.3毫米SIGMACLAD与3毫米SIGMACLAD焊接 接头的横截面及顶视图。
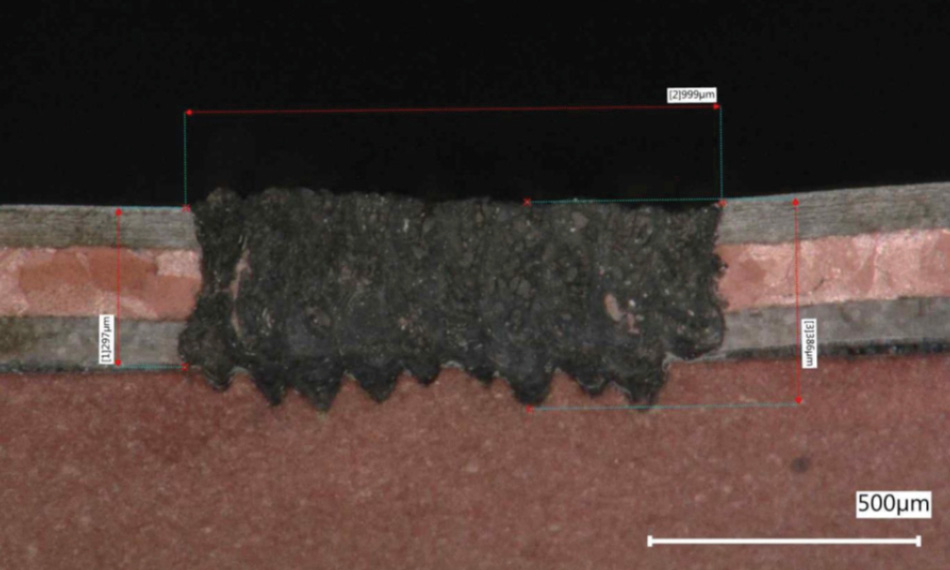
图3.3毫米SIGMACLAD与1.0毫米镀镍铜焊缝的横截面与顶视图。