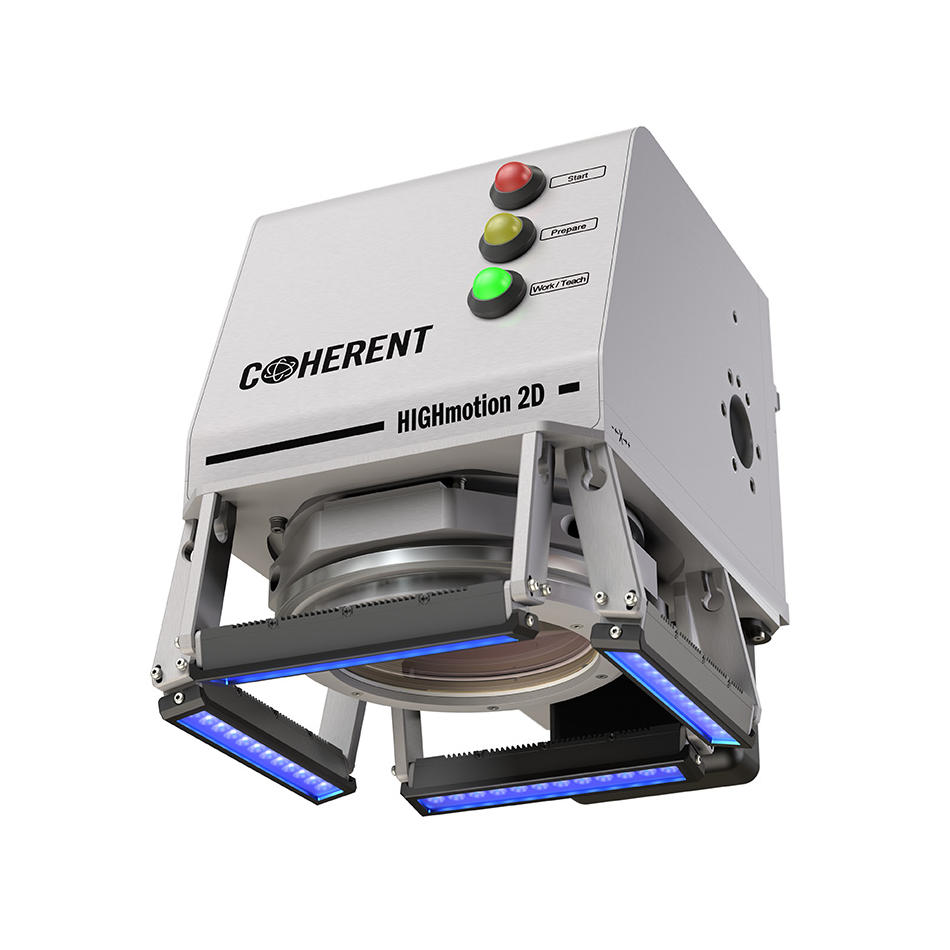
HIGH-motion 2D 加工头兼具卓越的光学性能和操作可靠性,可实现经济高效的焊接生产。
高意 (100 mm x 140 mm)内进行铜深熔焊(>3 mm)。这使得高速加工大型零件(如汇流排)成为可能,因为系统可以在较远的距离完成多项焊接任务,而无需实际移动加工头或组件。
这些新产品中的首款高意 2D远程焊接头的扩展版本,其中包含低放大倍率选项。当与低数值孔径 (NA) 光纤激光器配合使用时,低放大倍率的 HIGHmotion 2D 激光头能够在更大的加工扫描区域内,以最小的焦偏提供高亮度的小光斑。高亮度对于在铜材上进行深熔焊接至关重要,因为使用红外激光很难实现这一点。这种方法提供了更大的加工窗口,这意味着工艺更加稳定、可靠且可重复。
新型低倍率 HIGHmotion 2D 保留了这款经过行业验证的激光焊接扫描头的所有功能,包括定位精度、高功率稳定性,并且与高意 和SmartSense+兼容。
第二款产品是我们的低数值孔径 (NA) 版HighLight FL-ARM光纤激光器。该产品能够精确提供所需的低数值孔径输入光束,以充分发挥低倍率 HIGHmotion 2D 的最佳性能。此外,它还新增了一项 ARM 激光器的功能,能够单独控制和调节中心光束与环形光束的功率。经验证,该功能对于消除焊接铜材时产生的飞溅非常有效。HighLight FL-ARM 还具备出色的反向反射保护能力,可提高运行可靠性。

高意 FL-ARM 系列千瓦级光纤激光器可在各种具有挑战性的焊接任务中提供卓越的焊接效果。
提高深熔焊的产量
HighLight FL-ARM 激光器在铜焊接领域已取得巨大成功。随着制造商努力将这一成果推广至电动汽车制造所需的深熔焊接(如汇流排焊接),他们遇到了“速度瓶颈”。
造成这种速度限制的原因之一是 F-theta 透镜的扫描区域范围有限。在该区域内,激光可以在不移动任何组件(扫描镜本身除外)的情况下进行焊接。移动部件或焊头需要时间,因此扫描区域越小,需要移动的部件就越多,整体工艺的产量也就越低。
是什么阻碍了扫描区域的扩大呢?问题在于,增大 Ftheta 扫描镜头的视场尺寸意味着需要增加其焦距,这也会导致焦点光斑的尺寸变大(假设其他条件不变)。但小而亮度高的光斑对于实现更深焊接所需的材料渗透至关重要。在某些情况下,光斑变得太大就无法提供所需的亮度。动画演示对此进行了说明。

通过增加输入准直器的焦距可以减小光斑尺寸;这是一个透镜系统,用于收集来自激光器的发散光,并使其能够通过扫描光学器件。这样做会降低整个系统的放大倍率。
问题在于,增加准直器的焦距意味着需要将激光源移到离它更远的地方。而且,在某些情况下,发散激光束的直径会变得过大,无法在不被部分截断的情况下穿过准直器和扫描光学器件。这是不可取的,因为任何激光的损失都会降低焦斑的亮度,从而使我们再次陷入同样的困境。
解决方法是首先减小激光源的发散角。或者用光学术语来说,降低其数值孔径(NA),这是衡量光束发散角的指标。这样就可以使用焦距更长的准直器而不会造成任何光损耗,进而允许使用焦距更长(视场更宽)的 F-theta 扫描透镜。这种组合可以在大扫描场中提供小(高亮度)的聚焦光斑。问题解决了。
除此之外,在不降低功率或导致输出出现任何其他下降的情况下,大幅降低光纤激光器的数值孔径并非易事。因此高意 能够实现这一目标的公司。因此,新型低放大倍率的 HIGHmotion 2D 加工头(特别是与新型低数值孔径的 HighLight FL-ARM 激光器配合使用时),能够提升铜深熔焊的速度。