什么是 PCB 板切割?
PCB 板切割是指从用于批量生产的较大基板上分离出单个印刷电路板 (PCB) 的工艺。该工艺是 PCB 制造中的关键步骤,因为为了提高效率,PCB 通常以包含多块板的基板形式进行生产。制造过程完成后,这些单独的电路板需要进行分离或切割,以便用于其预期用途的电子设备。
PCB 的材料、厚度和成分正经历技术变革,促使人们从传统的机械切割和板材切割方法转向基于激光的工艺。但并非所有用于 PCB 板材切割的激光器都是一样的。各种激光器在切割特性和质量方面存在明显差异,特别是在热影响区 (HAZ) 方面。这反过来又会影响工艺利用率,因为它决定了 PCB 上的电路间距,并且还会影响电路功能和下游工艺,例如防水或 EMI 屏蔽。本文档介绍了高意 相比,该激光器能够显著减小激光 PCB 板切割过程中产生的热影响区 (HAZ)。
不断变化的激光板切割需求
智能手机、各类可穿戴设备、VR 设备、汽车传感器和家庭自动化设备等小型电子设备市场持续增长,这直接催生了对更高密度、性能更强 PCB 的需求。与上一代微电子设备相比,这些设备不仅体积更小、结构更复杂,还需具备更高的能效(以延长电池寿命)和更低的价格,以满足消费者的需求。
这在PCB技术领域掀起了多股浪潮,其中包括采用更薄的传统电路板、大规模应用柔性电路、增加导电层厚度,以及扩大低介电常数材料的应用(后者尤其适用于5G技术)。此外,还需考虑提高工艺利用率和控制成本。具体而言,就是缩小面板上电路板之间的间距,以提升产能。
对于电路板切割而言,所有这些都要求不断缩小切口宽度并提高尺寸精度。为了缩短切割位置与 PCB 功能区域之间的距离,还要求切割过程不得对周围的材料或电路产生影响,无论是机械应力影响还是热影响。此外,还要求尽量减少碎片的产生,这可能需要后续的清理步骤。
在这些要求的限制下,刨槽机、锯、模切、冲孔、刻画和披萨切等传统的PCB板切割方法的实用性和成本效益大大降低。这推动了激光切割的发展,前文提到的几乎每个领域都因采用激光切割而获得了巨大的好处,尽管切割速度通常有所降低。
了解激光切割
激光板切割技术已投入使用有一段时间,但了解并区分各种基于激光的技术非常重要。最早投入使用的是二氧化碳激光器,该激光器可发射远红外激光。这种技术通过加热疏松材料来实现切割,过程中会产生明显的热影响区。此外,与波长较短的紫外线相比,这种激光的波长更长,聚焦光斑的尺寸无法像紫外线光斑那样小,这意味着切口宽度会更大。
十多年前,二极管泵浦固态(DPSS)纳秒脉冲宽度三倍频激光器开始出现,为PCB板切割提供了实用的激光源。这种激光器能够提供具有足够脉冲能量的紫外线(355 nm)输出,从而通过相对较“冷”的烧蚀工艺去除材料。也就是说,CO₂ 这种激光器的热影响区要小得多(但仍然明显),且产生的碎屑和熔融再结晶材料也大幅减少。市售光源的脉冲能量和重复频率足以支持以经济实用的进给速度进行切割,尽管速度仍略逊于二氧化碳激光器。下表总结了该技术的主要优势。
优点 |
解释 |
机械精度 |
切割尺寸精度极高,且切口宽度极窄。这增强了在 PCB 上切割靠近活动元件的能力。 |
无应力 |
切割工艺本身不会产生振动和摩擦,不会导致 PCB 发生机械变形或分层,也不会产生残余应力。因此,切割工艺不会引发后续故障。 |
HAZ 低 |
紫外激光烧蚀工艺固有的“冷”特性可防止基板发生显著变化,并避免可能导致短路的电路走线熔化。该工艺产生的碎屑极少,因此无需后续清洁步骤,同时还能极大地降低后续电路故障的发生概率。该工艺甚至可以对已组装好的电路板进行切割。 |
操作灵活性 |
激光束是一种依靠计算机控制移动的无惯性工具,其功率可以快速变化。这带来了几项优势。首先,激光束几乎可以切割出任何形状,使 PCB 设计人员摆脱了传统切割方法中需要考虑的形状限制。其次,可以通过软件控制切割图案,实现灵活敏捷的生产过程,并使短期制造具有成本效益。最后,由于激光功率可调,因此仅需使用单一设备即可执行除切割以外的多种操作,包括打标/雕刻和金属烧蚀。 |
不依赖于特定材料 |
几乎所有 PCB 材料都会大量吸收紫外线。因此,该工艺几乎适用于所有 PCB 结构,包括传统的覆铜柔性层压板、柔性材料(甚至包含较厚导电层的材料)以及各种低介电常数材料。 |
表 1:基于紫外激光的 PCB 切割的主要特点和优势
AVIA LX 高意
尽管激光板切割技术显然具有诸多优势,但PCB制造商已充分利用该技术的潜力,以应对开篇部分所提及的市场日益严苛的尺寸、材料和成本挑战。特别值得一提的是,进一步缩小热影响区、减少碎屑产生,以及提升纳秒脉冲宽度UV DPSS激光器的切割质量,是当前备受关注的发展领域。
为了实现这一高意 、高脉冲能量、UV DPSS 激光器(AVIA LX)切割各种 PCB 材料及材料组合所获得的结果和工艺空间。高意 PCB 切割方法,该方法已被证实能够缩小热影响区、提高切割边缘质量、减小切口宽度并提高产量。
该技术的一个关键要素是一种专有方法,用于控制传送到工作表面的激光脉冲的时间和空间定位,同时避免产生热积聚。由于这种方法不会造成热损伤,因此在切割较厚材料(1 毫米及以上)时,可以使用脉冲能量更高的激光。
使用更高脉冲能量的优势在于无需采用那些用于切割较厚材料的传统方案。具体来说,就是通过反复横向划线来形成“V形槽”。在进行高纵横比切割时,“V形槽”的几何结构可确保光束穿透材料,避免中途被阻断。这会降低其功率,从而限制烧蚀效率。然而,AVIA LX 脉冲AVIA LX ,即可利用高达约400 μJ的脉冲能量沿同一条线重复划线(无横向位移或“V形槽”)。这样,切割速度将更快,且切口宽度显著减小。
较高的脉冲能量还会增加工作表面激光聚焦的公差。具体来说,当使用较低脉冲能量的激光器时,需要在穿透材料时移动光束的焦点,以便随着切割的进行,始终能在切口深度处精确地保持较小的聚焦光斑尺寸。为了获得足够的激光通量以超过材料的烧蚀阈值,这样做是必要的。然而,实际执行此操作需要移动PCB,这会降低生产效率;或者使用具有聚焦功能的三轴扫描仪,这将增加设备成本并提高系统复杂度。
AVIA LX 较高,能够将激光轻松聚焦在 PCB 中央的一点上并进行切割。这是因为即使激光未充分聚焦,其能量密度也足以对材料进行烧蚀。这样做的好处是切割速度更快,且降低了系统复杂性。
下图展示了对带有铜箔线路的 1.6 毫米厚 PCB 进行切割的两种方法:一种是采用适用于此应用的商用 UV DPSS 激光器,另一种则是采用AVIA LX 。通过对比AVIA LX 展示了改进效果。结果表明,采用该技术处理的电路板具有更整洁的切割边缘,且铜箔线路的切割边缘得到了显著改善。
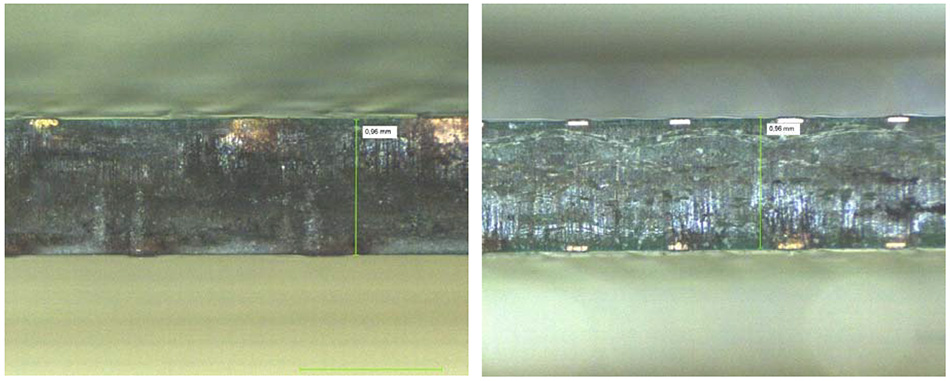
图 1:切割 1.6 毫米厚 PCB 所得的横截面,左侧为使用竞争对手的 UV DPSS 激光器所获得的效果高意 UV DPSS 激光器(AVIA LX)所获得的效果。后者的边缘质量更优,铜迹线切割效果更为干净。
下一组图片高意 宽度。
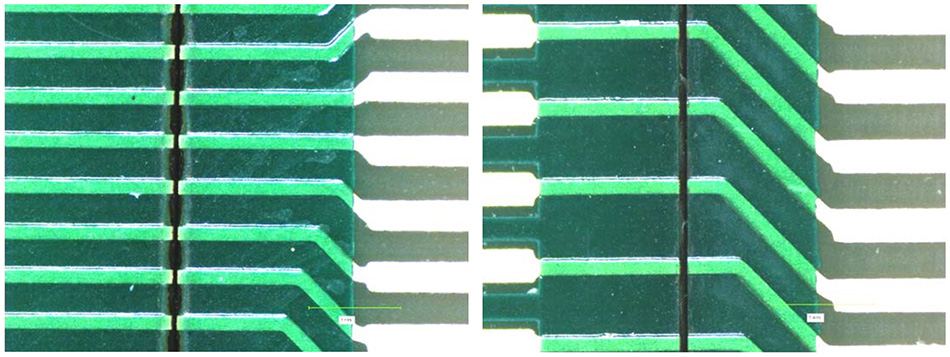
图 2:切割 0.95 mm 厚 PCB 的俯视图,左侧为使用竞争对手的 UV DPSS 激光器所获得的效果,右侧为使用高脉冲能量 UV DPSS 激光器 (AVIA LX) 所获得的效果,后者的切口更窄且更加均匀一致。
下一组照片展示了AVIA LX PCB(含玻璃纤维层)时,大幅减少碎屑、缩窄槽宽并显著缩小热影响区。
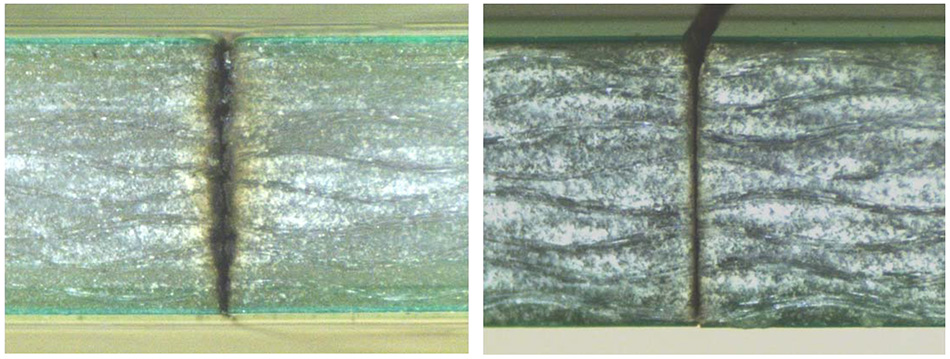
图 3:切割 1.6 mm 厚多层 PCB(含玻璃纤维层)所得的横截面,左侧为使用竞争对手的 UV DPSS 激光器切割的效果,高意 UV DPSS 激光器 (AVIA LX) 切割的效果,其沟槽通道更窄,热影响区更小。
过去,在对聚酰亚胺和 EMI 屏蔽箔进行激光切割时,由于热影响区较宽,切割线处会出现分层现象。在这种情况下,必须使用较低的脉冲能量以避免损坏材料。然而,采用上述脉冲方法既能消除热积聚,又能缩小热影响区和切口宽度。这反过来还能提高后续生产工序的产能,从而降低生产成本。
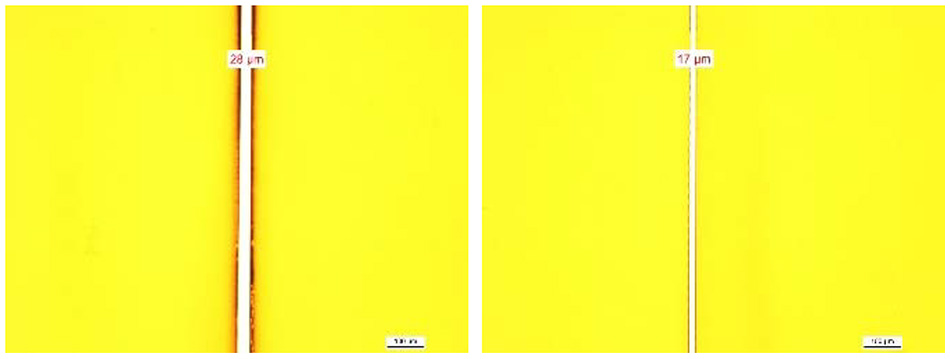
图 4:100 μm 厚聚酰亚胺箔的俯视图。左侧展示了使用竞争对手的 UV DPSS 激光器实现的切割结果,其切口较宽且热影响区较大。右侧展示了使用Avia LX DPSS 激光器实现的切割效果,其切口更窄且热影响区更小。
最后一组照片展示了高意 缩小热影响区并提高产量,但在处理柔性PCB时,脉冲能量较低。
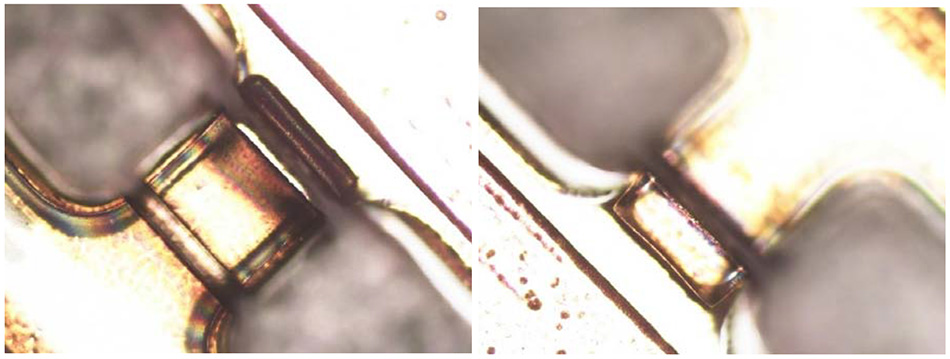
图 5.切割 0.13 mm 厚 FPCB 的俯视图,左侧为使用竞争对手的 UV DPSS 激光器所得的效果,右侧为使用高脉冲能量 UV DPSS 激光器(AVIA LX)所得的效果,其热影响区更小,同时切割速度更高(13 mm/秒,前者为 11 mm/秒)。
实用型高脉冲能量 DPSS 紫外激光器
在实际生产中,若要对传统的厚PCB高意 所采用的UV DPSS激光源需要比以往的市售产品具备更高的脉冲能量。为了满足这一AVIA LX是一款20 W(355 nm)固态纳秒脉宽激光器,可产生高达500 μJ的脉冲能量。
了解更多 高意 AVIA LX。